
Aluminum extrusions are all around us – from the sleek frames of your windows to the intricate heatsinks cooling your computer, even the familiar cylindrical shape of your favorite soda can! But how are these seemingly diverse shapes formed from the same material? Let’s delve into the fascinating world of aluminum extrusion and unveil the magic behind these everyday objects.
What is Aluminum Extrusion?
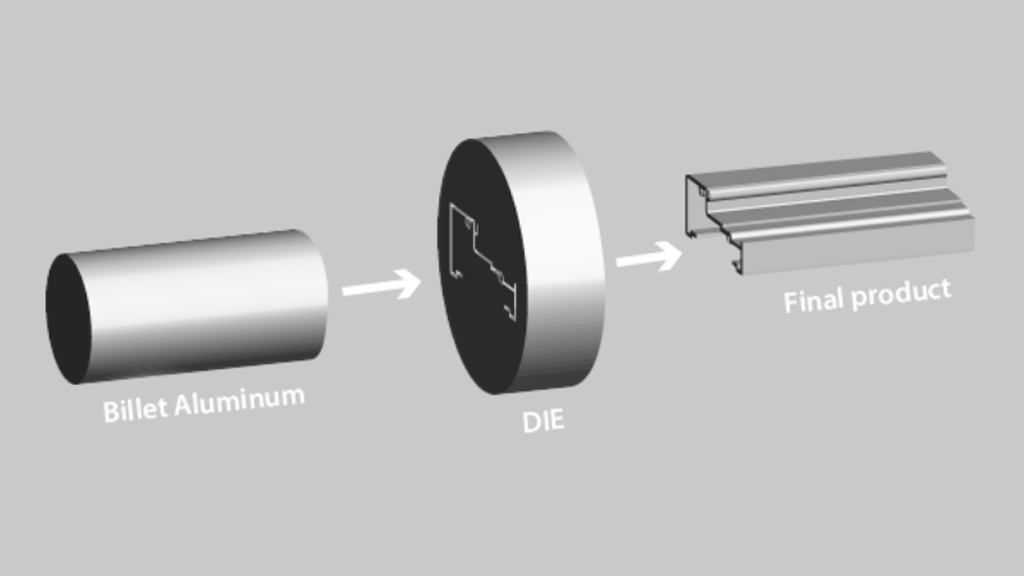
Aluminum extrusion is a process for shaping aluminum. A large block of aluminum (billet) is heated until it’s soft but not melted. Then, it’s squeezed through a mold (die) with a specific design.
This shapes the aluminum into a long, continuous piece with the same profile as the die. Imagine Play-Doh being pushed through a cookie cutter, but on an industrial scale! After exiting the die, the aluminum is rapidly cooled to solidify it in its new shape.
This method allows manufacturers to create a wide variety of shapes, from simple tubes and bars to complex designs. Extruded aluminum is popular because it’s strong, lightweight, resists rust, and can be recycled.
The first aluminum extrusion press started operating in 1904, and the material quickly gained popularity in various industries due to its properties. Today, extruded aluminum is a common material in construction, transportation, furniture, and even medical devices.
The first aluminum extrusion press started operating in 1904, and the material quickly gained popularity in various industries due to its properties. Today, extruded aluminum is a common material in construction, transportation, furniture, and even medical devices.
Factors Affecting Aluminum Extrusion
Several things can influence how well your aluminum extrusion turns out. Here’s a breakdown of the key ones.
Aluminum Alloy Choice:
Different types of aluminum (alloys) have different strengths and behave differently when extruded. Picking the right one is crucial for how strong, durable, and good-looking your final product will be.
Temperature Control:
Heating the aluminum to the right temperature is critical. It needs to be soft enough to be squeezed through the mold (die), but not so hot that it becomes weak or crumbles.
Die Design:
The mold (die) that shapes the aluminum is very important. A well-designed die will create clean, accurate extrusions with minimal flaws.
Keeping Things Slick:
Using the right lubricant helps reduce friction between the aluminum and the die, preventing sticking and ensuring smooth extrusion.
Extrusion Speed:
How fast the aluminum is pushed through the die matters. Going too fast can cause imperfections and size variations, while going too slow can be time-consuming and expensive.
Cooling It Down:
The speed at which the extruded aluminum cools affects its final strength and other properties. Proper cooling ensures the aluminum has the desired characteristics.
Tongue Ratio:
This is a technical detail related to the shape of your extrusion. A higher tongue ratio generally means it will be more challenging to create during extrusion.
By carefully considering these factors, manufacturers can optimize the aluminum extrusion process to achieve high-quality results that meet your specific needs.
Additional Considerations
Understanding the different types of aluminum alloys used in extrusion is crucial, as each alloy offers distinct properties and is suitable for specific applications. Common aluminum alloys for extrusion include:
1100: Generally used in heat exchanger tubes & decorative objects, this alloy is soft and contains no added ingredients. Although it is not heat-treatable, it can be extruded into complex shapes with a seamless finish.
3003: Alloys of the 3000 series are specialized for heat exchanger tubes.
6061: A versatile alloy with good strength, corrosion resistance, and weldability, widely used in various industries.
6063: Similar to 6061 but with improved machinability, making it ideal for complex shapes.
7075: A high-strength alloy used in demanding applications requiring superior strength-to-weight ratio, such as aerospace and military applications.
How are Aluminum Extrusions Made
Aluminum extrusions are everywhere – window frames, computer parts, even some soda cans! But how are these shapes formed?
The Die
Imagine a giant cookie cutter, but instead of shaping dough, it handles superheated, softened aluminum. These crucial tools, called dies, are the heart of the extrusion process. They’re incredibly strong, built to withstand immense pressure (think thousands of tons!) and scorching temperatures (around 450-500°C). Skilled engineers design these dies with meticulous precision, ensuring the final extruded shapes meet exact specifications.
The process involves –
Starting with a blank: Large, round bars of tool steel are used as the base material. These can be up to a meter or more in diameter, but typically around 30 cm.
Shaping the blank: Sophisticated CNC machines come into play, meticulously carving out the desired shape within the tool steel. This initial shaping process removes excess material, creating a rough approximation of the final die cavity.
Fine-tuning for a flawless finish: Electric discharge machining (EDM) adds the finishing touches, ensuring smooth surfaces and intricate details for perfect material flow. EDM works by precisely eroding tiny bits of material with controlled electrical sparks, achieving a level of precision that traditional machining methods cannot match.
Creating hollow spaces: Many extrusions have hollow chambers, like the T-slots in some profiles or the lumen of a pipe. Dies achieve this by incorporating “floating” features that suspend within the aluminum flow. These internal structures require careful design to ensure the aluminum seamlessly fills these spaces, eliminating potential weaknesses in the final product. Imagine tiny bridges within the die cavity that hold these internal shapes in place, allowing the aluminum to flow around them and solidify into a single, cohesive piece.
Optimizing flow: Hydrodynamic forces play a vital role. Die designers strategically incorporate draft angles, which are gradual tapers within the die cavity. This helps the aluminum flow smoothly through the die, minimizing friction and maximizing efficiency. Imagine a funnel – the wider opening at the top allows for easier flow compared to a narrow opening. Draft angles work on a similar principle, ensuring the aluminum transitions smoothly from its initial form to the final extruded shape.
The Squeeze
There are two main approaches to extrusion, each with its advantages:
Direct Extrusion: Similar to a 3D printer, a softened aluminum billet (a giant log) is pushed against a stationary die, forcing the material through the opening to form the desired shape. This is the most common method.
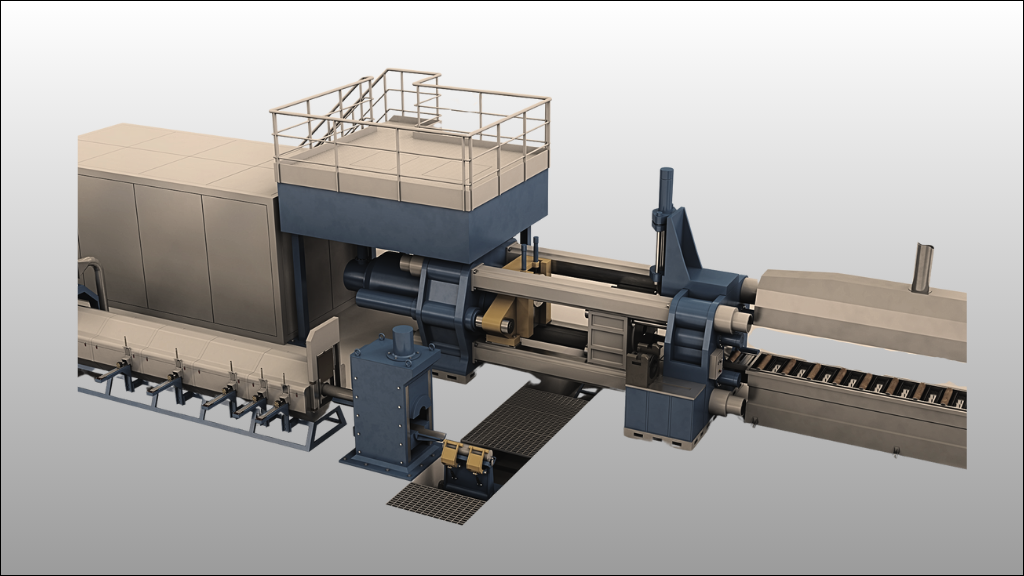
Indirect Extrusion: Here, the roles are reversed. The billet remains stationary while a powerful hydraulic press pushes the die against the aluminum, forcing it through the mold. This method offers greater control over the metal flow and is often used for complex shapes or larger extrusions.
In both methods, the process involves several key steps.
Heating the Billet: The aluminum billet undergoes heating in either a gas furnace or by induction. The temperature varies depending on the specific alloy and die complexity, but it’s crucial not to melt the metal, only to soften it (typically around 400-500°C). Melting the aluminum would result in a runny mess, unsuitable for shaping.
Heating the Surroundings: The die and much of the press are also preheated. This prevents thermal stress on the machinery and ensures the aluminum doesn’t cool too rapidly and solidify within the die. Imagine pouring hot chocolate into a cold mug – the drastic temperature difference can cause the mug to crack. Similarly, preheating the die ensures a smooth transition for the hot aluminum.
The Big Squeeze: A massive hydraulic press pushes the softened billet into the die (or the die onto the billet in indirect extrusion). The force exerted by these presses can be staggering, reaching up to 15,0 tons!
Shaping the Aluminum: The softened aluminum flows through the die cavity, taking on the precise shape defined by the mold. As the aluminum exits the die, it’s still quite soft and prone to deformation.
The Finishing Touches: Quenching & Aging

The journey of the aluminum extrusion isn’t over yet! Here’s what happens after the initial shaping:
The Cooling Act (Quenching): To solidify the extruded shape and lock in its desired properties, the extrusion is rapidly cooled with either air or, more commonly, a water bath. This quenching process is crucial for achieving the final strength and characteristics of the aluminum.
Straightening Out: The extrusion process can introduce some warping or twisting due to the tremendous forces involved. To rectify this, the extrusions are sent through a stretcher, a machine that grips them on both ends and applies a controlled pulling force. This stretching process realigns the aluminum profile to its intended dimensions.
Aging for Strength: Even after quenching, the extruded shapes haven’t reached their full potential. To achieve maximum strength and stability, they undergo an additional process called aging. This involves placing the extrusions in large ovens at controlled temperatures for several hours or even days, depending on the specific alloy. Aging allows the internal atomic structure of the aluminum to rearrange, solidifying its final properties.
The Final Cut: Once aged and straightened, the extrusions are cut to their desired lengths using high-powered saws. These lengths can range from a few feet to over 20 feet, depending on the application.
Surface Enhancements (Post Extrusion)
After completing the extrusion process, profiles can undergo various additional processes to improve their functionality and aesthetics. These secondary processes may include:
Surface finishing: Applying various surface treatments can enhance the appearance, corrosion resistance, and other properties of aluminum extrusions. Common finishing options include:
Anodizing: This electrochemical process creates a hard, wear-resistant oxide layer on the surface, improving corrosion resistance, offering a variety of colors, and enhancing electrical insulation properties.
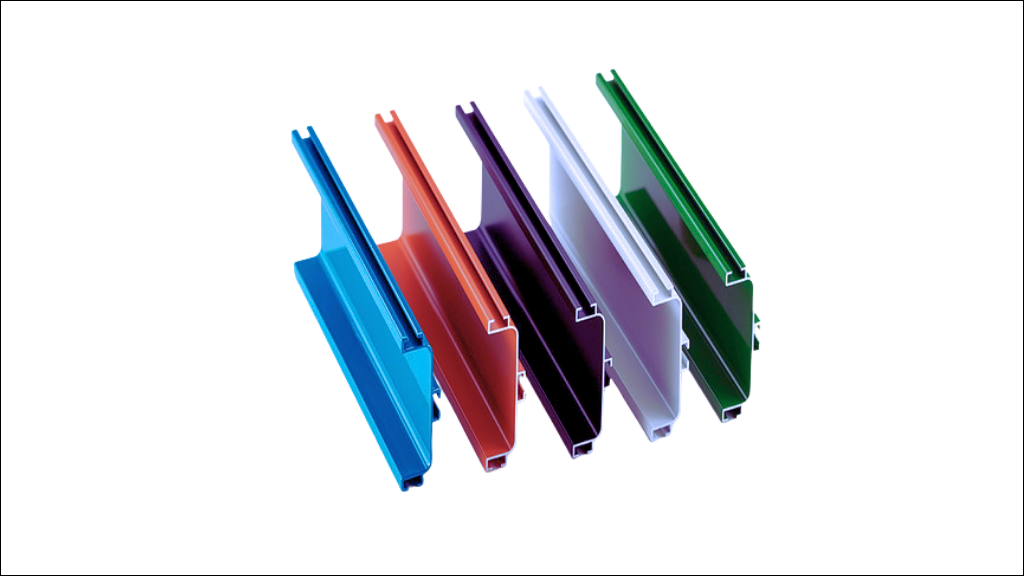
Powder coating: A dry finishing process where finely-ground powder paint is electrostatically applied to the extrusion and then cured in an oven, resulting in a durable, weather-resistant, and chip-resistant coating with a wide range of color and texture options.
Painting: Applying liquid paint to the extrusion is a cost-effective option for achieving desired aesthetics. However, compared to anodizing or powder coating, painted surfaces may be less durable and susceptible to chipping or scratching.
Chemical etching: This process creates a matte or textured finish on the aluminum surface, often used for aesthetic purposes or to improve paint adhesion.
Brushing & Polishing: Mechanical Brushing or Polishing can create a variety of decorative finishes, ranging from a brushed satin to a high-gloss mirror finish.
Advantages of Using Aluminum Extrusion
Remarkable Design Flexibility: Unlike other techniques, aluminum extrusion allows for the creation of a wide array of intricate shapes, ranging from simple tubes and bars to complex designs with intricate features, grooves, and channels. This flexibility enables the production of parts that perfectly match specific design requirements.
Lightweight Advantage: Aluminum is inherently lightweight, offering a significant benefit in applications where weight reduction is crucial, such as in the automotive and aerospace industries. This characteristic contributes to improved fuel efficiency and overall performance.
Strength and Durability: Despite being lightweight, aluminum extrusions demonstrate remarkable strength and durability. They are resistant to corrosion, making them suitable for demanding environments and applications requiring long-lasting performance.
Cost-Effective Production: Aluminum extrusion can be a cost-effective manufacturing process, particularly for high-volume production runs. The efficiency and optimized material usage contribute to overall cost savings.
Environmentally Friendly: Aluminum is a highly recyclable material, making the extrusion process environmentally friendly. This characteristic aligns with the growing focus on sustainable practices in various industries.
The Future of Aluminum Extrusion
Aluminum extrusion continues to evolve, offering exciting possibilities for various industries. Advancements in technology are enabling the creation of even more intricate shapes and the utilization of new, lighter, and stronger aluminum alloys. Additionally, research is ongoing to develop more sustainable extrusion processes that minimize environmental impact.
In conclusion, aluminum extrusion stands as a versatile and valuable manufacturing process, offering a wide range of benefits for diverse applications. Its combination of design flexibility, lightweight strength, durability, and cost-effectiveness positions it as a cornerstone material for various industries, from construction and transportation to consumer goods and beyond.
